






 编辑
编辑1工作原理
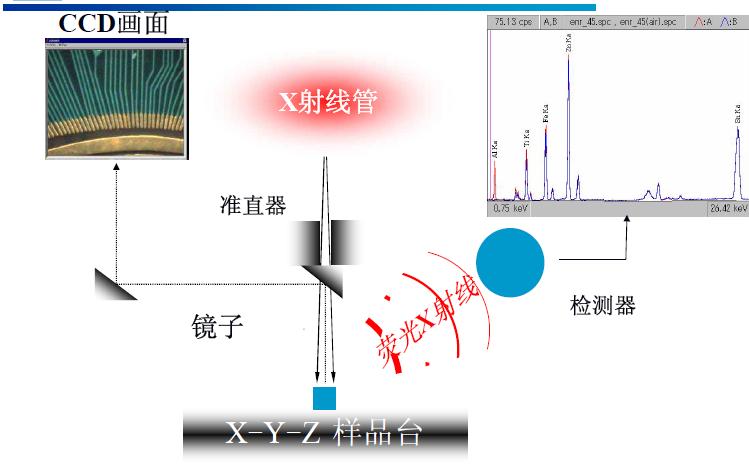 镀层测厚仪工作原理图解
镀层测厚仪工作原理图解
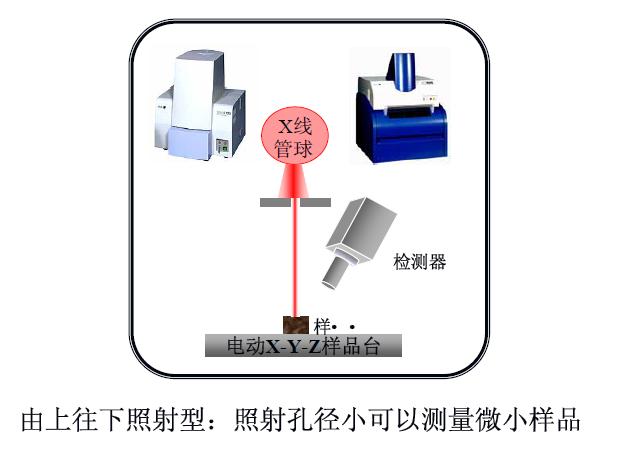 镀层测厚仪图解2
镀层测厚仪图解2
2测量原理仪器
一. 磁吸力测量原理及测厚仪
永久磁铁(测头)与导磁钢材之间的吸力大小与处于这两者之间的距离成一定比例关系,这个距离就是覆层的厚度。利用这一原理制成测厚仪,只要覆层与基材的导磁率之差足够大,就可进行测量。鉴于大多数工业品采用结构钢和热轧冷轧钢板冲压成型,所以磁性测厚仪应用最广。测厚仪基本结构由磁钢,接力簧,标尺及自停机构组成。磁钢与被测物吸合后,将测量簧在其后逐渐拉长,拉力逐渐增大。当拉力刚好大于吸力,磁钢脱离的一瞬间记录下拉力的大小即可获得覆层厚度。新型的产品可以自动完成这一记录过程。不同的型号有不同的量程与适用场合。
 这种仪器的特点是操作简便、坚固耐用、不用电源,测量前无须校准,价格也较低,很适合车间做现场质量控制。
这种仪器的特点是操作简便、坚固耐用、不用电源,测量前无须校准,价格也较低,很适合车间做现场质量控制。
图片(4张)
二. 磁感应测量原理
采用磁感应原理时,利用从测头经过非铁磁覆层而流入铁磁基体的磁通的大小,来测定覆层厚度。也可以测定与之对应的磁阻的大小,来表示其覆层厚度。覆层越厚,则磁阻越大,磁通越小。利用磁感应原理的测厚仪,原则上可以有导磁基体上的非导磁覆层厚度。一般要求基材导磁率在500以上。如果覆层材料也有磁性,则要求与基材的导磁率之差足够大(如钢上镀镍)。当软芯上绕着线圈的测头放在被测样本上时,仪器自动输出测试电流或测试信号。早期的产品采用指针式表头,测量感应电动势的大小,仪器将该信号放大后来指示覆层厚度。近年来的电路设计引入稳频、锁相、温度补偿等地新技术,利用磁阻来调制测量信号。还采用专利设计的集成电路,引入微机,使测量精度和重现性有了大幅度的提高(几乎达一个数量级)。现代的磁感应测厚仪,分辨率达到0.1um,允许误差达1%,量程达10mm。
磁性原理测厚仪可应用来精确测量钢铁表面的油漆层,瓷、搪瓷防护层,塑料、橡胶覆层,包括镍铬在内的各种有色金属电镀层,以及化工石油待业的各种防腐涂层。
三. 电涡流测量原理
高频交流信号在测头线圈中产生电磁场,测头靠近导体时,就在其中形成涡流。测头离导电基体愈近,则涡流愈大,反射阻抗也愈大。这个反馈作用量表征了测头与导电基体之间距离的大小,也就是导电基体上非导电覆层厚度的大小。由于这类测头专门测量非铁磁金属基材上的覆层厚度,所以通常称之为非磁性测头。非磁性测头采用高频材料做线圈铁芯,例如铂镍合金或其它新材料。与磁感应原理比较,主要区别是测头不同,信号的频率不同,信号的大小、标度关系不同。与磁感应测厚仪一样,涡流测厚仪也达到了分辨率0.1um,允许误差1%,量程10mm的高水平。

采用电涡流原理的测厚仪,原则上对所有导电体上的非导电体覆层均可测量,如航天航空器表面、车辆、家电、铝合金门窗及其它铝制品表面的漆,塑料涂层及阳极氧化膜。覆层材料有一定的导电性,通过校准同样也可测量,但要求两者的导电率之比至少相差3-5倍(如铜上镀铬)。虽然钢铁基体亦为导电体,但这类任务还是采用磁性原理测量较为合适。
3影响因素
测量值精度的影响因素
1.影响因素的有关说明
a 基体金属磁性质
磁性法测厚受基体金属磁性变化的影响(在实际应用中,低碳钢磁性的变化可以认为是轻微的),为了避免热处理和冷加工因素的影响,应使用与试件基体金属具有相同性质的标准片对仪器进行校准;亦可用待涂覆试件进行校准。
b 基体金属电性质
基体金属的电导率对测量有影响,而基体金属的电导率与其材料成分及热处理方法有关。使用与试件基体金属具有相同性质的标准片对仪器进行校准。
c 基体金属厚度
每一种仪器都有一个基体金属的临界厚度。大于这个厚度,测量就不受基体金属厚度的影响。本仪器的临界厚度值见附表1。
d 边缘效应
本仪器对试件表面形状的陡变敏感。因此在靠近试件边缘或内转角处进行测量是不可靠的。
e 曲率
试件的曲率对测量有影响。这种影响总是随着曲率半径的减少明显地增大。因此,在弯曲试件的表面上测量是不可靠的。
f 试件的变形
测头会使软覆盖层试件变形,因此在这些试件上测出可靠的数据。
g 表面粗糙度
基体金属和覆盖层的表面粗糙程度对测量有影响。粗糙程度增大,影响增大。粗糙表面会引起系统误差和偶然误差,每次测量时,在不同位置上应增加测量的次数,以克服这种偶然误差。如果基体金属粗糙,还必须在未涂覆的粗糙度相类似的基体金属试件上取几个位置校对仪器的零点;或用对基体金属没有腐蚀的溶液溶解除去覆盖层后,再校对仪器的零点。
g 磁场
周围各种电气设备所产生的强磁场,会严重地干扰磁性法测厚工作。
h 附着物质
本仪器对那些妨碍测头与覆盖层表面紧密接触的附着物质敏感,因此,必须清除附着物质,以保证仪器测头和被测试件表面直接接触。
i 测头压力
测头置于试件上所施加的压力大小会影响测量的读数,因此,要保持压力恒定。
j 测头的取向
测头的放置方式对测量有影响。在测量中,应当使测头与试样表面保持垂直。
2.使用仪器时应当遵守的规定
a 基体金属特性
对于磁性方法,标准片的基体金属的磁性和表面粗糙度,应当与试件基体金属的磁性和表面粗糙度相似。
对于涡流方法,标准片基体金属的电性质,应当与试件基体金属的电性质相似。
b 基体金属厚度
检查基体金属厚度是否超过临界厚度,如果没有,可采用3.3中的某种方法进行校准。
c 边缘效应
不应在紧靠试件的突变处,如边缘、洞和内转角等处进行测量。
d 曲率
不应在试件的弯曲表面上测量。
e 读数次数
通常由于仪器的每次读数并不完全相同,因此必须在每一测量面积内取几个读数。覆盖层厚度的局部差异,也要求在任一给定的面积内进行多次测量,表面粗造时更应如此。
f 表面清洁度
测量前,应清除表面上的任何附着物质,如尘土、油脂及腐蚀产物等,但不要除去任何覆盖层物质
涂镀层测厚仪中F,N以及FN的区别:
F代表ferrous 铁磁性基体,F型的涂层测厚仪采用电磁感应原理, 来测量钢、铁等铁磁质金属基体上的非铁磁性涂层、镀层,例如:漆、粉末、塑料、橡胶、合成材料、磷化层、铬、锌、铅、铝、锡、镉、瓷、珐琅、氧化层等。
N代表Non- ferrous非铁磁性基体,N型的涂层测厚仪采用电涡流原理;来测量用涡流传感器测量铜、铝、锌、锡等基体上的珐琅、橡胶、油漆、塑料层等。
FN型的涂层测厚仪既采用电磁感应原理,又采用采用电涡流原理,是F型和N型的二合一型涂层测厚仪。
4应用
用磁性传感器测量钢、铁等铁磁质金属基体上的非铁磁性涂层、镀层,例如:漆、粉末、塑料、橡胶、合成材料、磷化层、铬、锌、铅、铝、锡、镉、瓷、珐琅、氧化层等。用涡流传感器测量铜、铝、锌、锡等基体上的珐琅、橡胶、油漆、塑料层等。广泛用于制造业、金属加工业、化工业、商检等检测领域。


