






 编辑
编辑1简介
2适用范围
本标准规定了识别电器设备(以下简称设备)接线端子的各种方法,并制订了以字母数字系统识别设备接线端子和特定导线线端的通则。
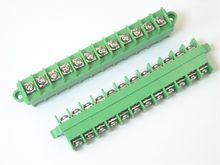
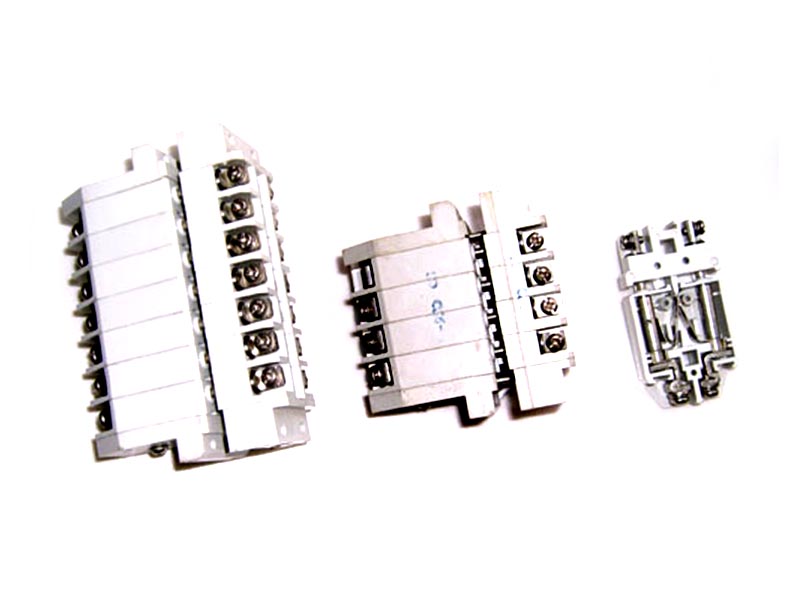 利达电器接线端子型号JXP-7.62
利达电器接线端子型号JXP-7.62
本标准适用于设备(如电阻器、熔断器、继电器、接触器、变压器、旋转电机等)和这些设备的组合体的接线端子的识别标记,也适用于特定导线线端的识别。
必要时,这些通则对某些产品的详细应用和必要的辅助识别方法可在有关的标准中给出。
3引用标准
GB 4728 电气图用图形符号
GB5465 电气设备用图形符号
4识别方法
可采用下列一种或多种方法识别设备接线端子和特定导线线端。
1、采用相关产品的标记系统来确定和识别设备接线端子或特定导线线端的实际或相对位置。
2、采用相关产品的标记系统来确定和识别设备接线端子和特定导线线端的颜色标记。
3、采用GB5465中规定的图形符号。若需采用辅助符号,应与GB4728中的图形一致。
4、采用GB5465中规定的字母数字符号。
5应用
颜色、图形符号或字母数字符号应标注在相应的线端或邻近处。
当采用两种以上的识别方法,并可以能出现混淆时,这两种识别方法的相互关系必须在有关文件中说明
[2]
。
6连接方式
1、螺钉连接
螺钉连接是采用螺钉式接线端子排的连接方式,要注意允许连接导线的最大和最小截面和不同规格螺钉允许的最大拧紧力矩。
2、焊接
焊接最常见的是锡焊。锡焊连接最重要的是焊锡料与被焊接表面之间应形成金属的连续性。因此冷压端子来说,重要的是可焊性。接线圆环端子焊接端最常见的镀层是锡合金、银和金。簧片式接触对常见的焊接端有焊片式、冲眼焊片式和缺口焊片式:针孔式接触对常见焊接端有钻孔圆弧缺口式。
3、压接
压接是为使金属在规定的限度内压缩和位移并将导线连接到接触对上的一种技术。好的压接连接能产生金属互熔流动,使导线和接触对材料对称变形。这种连接类似于冷焊连接,能得到较好的机械强度和电连续性,它能承受更恶劣的环境条件。普遍认为采用正确的压接连接比锡焊好,特别是在大电流场合必须使用压接。压接时须采用专用压接钳或自动、半自动压接机。应根据冷压端头导线截面,正确选用接触对的导线筒。要注意的是压接连接是永久性连接,只能使用一次。
4、绕接
绕接是将导线直接缠绕在带棱角的接触件绕接柱上。绕接时,导线在张力受到控制的情况下进行缠绕,压入并固定在接触件绕接柱的棱角处,以形成气密性接触。绕接导线有几个要求:导线直径的标称值应在0.25mm~1.0mm范围内;导线直径不大于0.5mm时控制工程网版权所有,导体材料的延伸率不小于15%;导线直径大于0.5mm时控制工程网版权所有,导体材料的延伸率不小于20%。绕接的工具包括绕枪和固定式绕接机。
5、刺破接连
刺破连接又称绝缘位移连接,是由美国在60年代发明的一种新颖端技术,具有可靠性高、成本低、使用方便等特点,已广泛应用于各种印制板用接线端子,冷压端头,圆环端子中。它适用于带状电缆的连接。连接时不需要剥去电缆的绝缘层,依靠接线端子的“U”字形接触簧片的尖端刺入绝缘层中,使电缆的导体滑进接触簧片的槽中并被夹持住控制工程网版权所有,从而使电缆导体和接线端子簧片之间形成紧密的电气连接性。它仅需简单的工具,但必须选用规定线规的电缆
。


