






 编辑
编辑1简介
根据用户端对产品工艺与使用条件的要求,高强缆索用钢、高附加值车用和高铁用长材产品材料的抗扭性能极其重要。此外,在材料性能表征领域,基于拉伸/疲劳、冲击/断裂等标准化的试验方法,工业界已形成了较为完备的对材料轴向加载研究其强塑性能,以及通过裂纹行为表征断裂韧性的精细化试验体系。而对于材料的扭转韧性,特别是针对10mm以下的桥梁缆索用钢,现有的扭转试验仅能记录扭断圈数等半定量指标,尚处于工艺类试验的阶段。因此,有必要对现有扭转试验机功能理念、加载机构、控制原理等进行突破性的设计,对ϕ10mm以上的长材与10mm以下的缆索线材试样整合,并将扭转试验提升到量化试验的水平。
2传统试验机
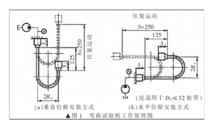
图1所示是传统机械式(线材)扭转试验机的实物示意图。其主要结构包括一个可以正反旋转的回转夹头,一个可以水平移动的平移夹头。其中平移夹头与一组托盘砝码相连,以此对固定在回转夹头与平移夹头内且具有规定工作长度(标距长度)的线材试样施加特定的拉紧载荷。
对线材进行扭转试验测定其扭断圈数时,回转夹头的转速、线材的有效工作长度以及初始拉紧载荷均需满足GB/T 239.1—2012《金属材料 线材 第1部分:单向扭转试验方法》的要求。为确保夹头对线材试样的有效夹持,GB/T 239.1标准根据不同的试样规格推荐了齿块的类型。然而在实践中发现,随着强度等级的提高与产品规格日益多样化,仅通过手动旋拧不同厚度、不同齿面的夹块已很难确保线材在扭转试验过程中保持有效咬合,打滑或顿挫现象时有发生。此时,试验所记录的扭断圈数存在较大误差。
[2]

3新式试验机
新一代电子式材料扭转试验机在以下几个方面进行了创新设计,如图2所示。
(1)用回转液压爪式卡盘取代传统机械式旋拧卡盘,一副三爪齿块即能支持ϕ7mm~ϕ14 mm、2000MPa级线材试样与哑铃型扭转试样装卡不换齿、不打滑。
(2)以伺服电机—滚珠丝杆—传感器的控制方式驱动平移夹头,对线材轴向施加恒定拉紧力,以此取代传统拉绳—滑轮—砝码加载。最大载荷为10 kN,夹头间距连续可调。
(3)正反向回旋卡盘采用伺服电机—减速机构驱控,实现0.0005~30 r/min变速程控,取代传统夹头简单转动。平移夹头内设拉扭复合传感器,实施测量试样轴向载荷与扭矩值。
[2]
4试样标准
试件尽可能平直,必要时需矫直,但不能伤及表面,也不得扭曲试件。为使试件在试验过程中平直,应施加某种形式的拉紧力,这种拉紧力不得大于试验线材公称抗拉强度相应力值的2%,轴向加力采用了砝码加力。直径(或特征尺寸)为10mm-14mm的钢材扭转试验时,无需施加拉紧力。
5试验类型


