






 编辑
编辑1结构与类型
双螺杆挤出机由传动装置、加料装置、料筒和螺杆等几个部分组成,各部件的作用与单螺杆挤出机相似,其结构如图1所示。与单螺杆挤出机的区别之处在于双螺杆挤出机中有两根平行的螺杆置于“∞” 形截面的料简中。
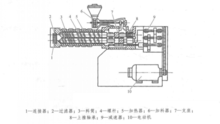 图1 双螺杆挤出机结构示意图
图1 双螺杆挤出机结构示意图
用于型材挤出的双螺杆挤出机通常是紧密啮合且异向旋转的,虽然少数也有使用同向旋转式双螺杆挤出的,一般在比较低的螺杆速度下操作,约在10 r/min。高速啮合同向旋转式双螺杆出机,用于配混、排气或作为连续化学反应器,这类挤出机最大螺杆速度范围为300-600r/min。非啮合型挤出机用于混合、排气和化学反应,其输送机理与啮合型挤出机大不相同,比较接近于单螺杆挤出机的输送机理,虽然二者有本质上的差别。
[2]
2工作原理
从运动原理来看,双螺杆挤出机中同向啮合和异向啮合及非啮合型是不同的。
1、同向啮合型双螺杆挤出机
这类挤出机有低速和高速两种,前者主要用于型材挤出,而后者用于特种聚合物加工操作。
(1)紧密啮合式挤出机。低速挤出机具有紧密啮合式螺杆几何形状,其中一根螺杆的螺棱外形与另一根螺杆的螺棱外形紧密配合,即共轭螺杆外形。
(2)自洁式挤出机。高速同向挤出机具有紧密匹配的螺棱外形。可将这种螺杆设计成具有相当小的螺杆间隙,使螺杆具有密闭式自洁作用,这种双螺杆挤出机称为紧密自洁同向旋转式双螺杆挤出机。
2、异向啮合型双螺杆挤出机
紧密啮合异向旋转式双螺杆挤出机的两螺杆螺槽之间的空隙很小(比同向啮合型双螺杆挤出机中的空隙小很多),因此可达到正向的输送特性。
3、非啮合型双螺杆挤出机
非啮合型双螺杆挤出机的两根螺杆之间的中心距大于两螺杆半径之和。
3优点
磨损情况
由于打开方便,所以能随时发现螺纹元件、机筒内衬套的磨损程度,从而进行有效的维修或更换。不至于在挤出产品出现问题时才发现,造成不必要的浪费。
降低生产成本
制造母粒时,经常需要更换颜色,如果有必要更换产品,在数分钟时间内打开开启式的加工区域,另外还可通过观察整个螺杆上的熔体剖面来对混合过程进行分析。目前普通的双螺杆挤出机在更换颜色时,需要用大量的清机料进行清机,既费时、费电,又浪费原材料。而剖分式双螺杆挤出机则可解决这个问题,更换颜色时,只要几分钟时间就可快速打开机筒,进行人工清洗,这样就可不用或少用清洗料,节约了成本。
提高劳动效率
在设备维修时,普通的双螺杆挤出机经常要先把加热、冷却系统拆下,然后再整体抽出螺杆。而剖分式双螺杆则不用,只要松开几个螺栓,转动蜗轮箱手柄装置抬起上半部分机筒即可打开整个机筒,然后进行维修。这样既缩短了维修时间,也降低了劳动强度。
高扭矩、高转速
目前,世界上双螺杆挤出机的发展趋势是向高扭矩、高转速、低能耗方向发展,高转速带来的效果即是高生产率。剖分式双螺杆挤出机即属于这个范畴,它的转速可达加500转/分钟。所以在加工高粘度、热敏性物料方面具有独特的优势。
在高转速,高扭矩的核心技术上,非对称及对称的高扭矩齿轮箱目前仅有德国和日本相关厂家掌握核心技术,其转速最高可以达到1800转以上,而国内掌握这种核心技术的,仅四川中装科技一家,目前也是国内高端材料加工厂商的主要选择之一,属于国内自主创新国家鼓励项目
应用范围广
应用范围广泛,可适用于多种物料的加工
高产量、 高质量
具有普通的双螺杆挤出机所具有的其它优点,可实现高产量、 高质量、高效率。
4区别
双螺杆挤出机与单螺杆挤出机的差别主要体现在以下两方面。
物料的传送方式
在单螺杆挤出机中,固体输送段中为摩擦拖拽,熔体输送段中为黏性拖拽。固体物料的摩擦性能和熔融物料的黏性决定了输送行为。如有些物料摩擦性能不良,如果不解决喂料问题,则较难将物料喂人单螺杆挤出机。而在双螺杆挤出机中,特别是啮合型双螺杆挤出机,物料的传送在某种程度上是正向位移传送,正向位移的程度取决于一根螺杆的螺棱与另一根螺杆的相对螺槽的接近程度。紧密啮合异向旋转挤出机的螺杆几何形状能得到高度的正向位移输送特性。
物料的流动速度场
目前对物料在单螺杆挤出机中的流动速度分布已描述得相当明确,而在双螺杆挤出机中物料的流动速度分布情况相当复杂且难以描述。许多研究人员只是不考虑啮合区的物料流动情况来分析物料的流动速度场,但这些分析结果与实际情况相差很大。因为双螺杆挤出机的混合特性和总体行为主要取决于发生在啮合区的漏流,然而啮合区中的流动情况相当复杂。双螺杆挤出机中物料的复杂流谱在宏观上表现出单螺杆挤出机无法媲美的优点,例如,混合充分,热传递良好,熔融能力大,排气能力强及对物料温度控制良好等。
5应用举例
1、玻纤增强、阻燃料造粒(如:PA6、PA66、PET、PBT、PP。 PC增强阻燃等)
2、高填充料造粒(如: PE、 PP填充 75%CaCO。)
3、热敏性物料造粒(如:PVC、XLPE电缆料)
4、浓色母粒(如:填充50%色粉)
5、防静电母粒、合金、着色、低填充共混造粒
6、电缆料造粒(如:护套料、绝缘料)
7、XLPE管材料造粒(如:用于热水交联的母粒)
8、热固性塑料混炼挤出(如:酚醛树脂、环氧树脂、粉末涂料)
9、热熔胶、PU反应挤出造粒(如:EVA热熔胶、聚氨脂)
10、K树脂、SBS脱挥造粒
6辅助设备
7日常维护
一、使用500小时后,减速箱中会有齿轮磨下来的铁屑或其它杂质,所以,应清洗齿轮同时更换减速箱润滑油。
二、在用一段时间之后要对挤出机进行一次全面的检查,检查所有螺钉的松紧情况。
三、如果生产中突然断电,主传动和加热停止,当恢复供电时,必须将料筒各段重新加热到规定的温度并保温一段时间后方能开动挤出机。
四、如发现仪表、指针的转向满度,应检查热电偶等边线的接触是否良好。
 仪表及热电偶
仪表及热电偶
仪表及热电偶
8注意原则
1.结构原则
对于挤出过程的基本机理,简单来说就是一个螺杆在筒体中转动并把塑料向前推动。螺杆结构就是一个斜面或者斜坡缠绕在中心层上,其目的是增加压力以便克服较大的阻力。就挤出机而言,工作时有三种种阻力需要克服:一是摩擦力,它包含固体颗粒(进料)对筒壁的摩擦力和螺杆转动前几圈时(进料区)它们之间的相互摩擦力两种;二是熔体在筒壁上的附着力;三是熔体被向前推动时其内部的物流阻力。
根据牛顿定理,如果一个物体在某个方向上处于静止,那么这个物体上在这个方向上就处于受力平衡状态平衡。对于周向运动的螺杆来说,它是没有轴向运动的,也就是说螺杆上的轴向力处在平衡状态。所以说假如螺杆给塑料熔体施加了一个很大的向前推力,那么它也同时给另外一个物体施加了一个大小相同相同但是方向向后推力。很明显,它施加的推力是作用在进料口后面的止推轴承上。大多数单螺杆都是右旋螺纹,假如从后面看,它们是反向转动,它们通过旋转运动向后旋出筒体。而在一些双螺杆挤出机中,两个螺杆在两个筒体中反向转动并相互交叉,因此必须是一个右向的,一个左向的,对于咬合双螺杆,两个螺杆是以相同的方向转动,因而必须有相同的取向。然而,不管是哪种情况都有承受向后力的止推轴承,仍然符合牛顿定理。
2.温度原则
可挤出的塑料是热塑料,它们在加热时熔化并在冷却时再次凝固。因而在挤出过程中就需要热量,来保证塑料能达到融化的温度。那么熔化塑料的热量从何而来的呢?首先地磅进料预热和筒体/模具加热器可能起作用而且在启动时非常重要,另外电机输进能量,即电机克服粘稠熔体的阻力转动螺杆时产生于筒体内的摩擦热量,也是所有塑料最重要的热源,当然小系统、低速螺杆、高熔体温度塑料和挤出涂层应用除外。 在操作中,认识到筒体加热器其实并不是主要热源是很重要的,它对挤出的作用比我们预计的可能要小。后筒体温度是比较重要的,因为它影响齿合或者进料中的固体物输送速度。一般来说,除了用于某种具体目的(如上光、流体分配或者压力控制),模头和模具温度应该要达到熔体所需温度或者接近于这一温度。
3.减速原则
在多数挤出机中,螺杆速度的变化是通过调整电机速度实现的,驱动电机通常以大约1750rpm的全速转动,这对一个挤出机螺杆来说就太快了。假如以如此快的速度转动,就会产生太多的摩擦热量,就会由于塑料的滞留时间太短而不能制备均匀的、很好搅拌的熔体。典型的减速比率应该是在10:1到20:1之间,第一阶段既可以用齿轮也可以用滑轮组,但是第二阶段最好用齿轮并将螺杆定位在最后一个大齿轮中心。对于一些慢速运行的机器(比如用于UPVC的双螺杆),可能存在三个减速阶段,最大速度可能会低到30rpm或更低(比率达60:1)。而另一方面,一些用于搅拌的很长的双螺杆可以以600rpm或更快的速度运行,因此就需要一个非常低的减速率以及更多深冷却。 如果减速率与工作搭配有误,就会有太多的能量被来浪费掉。这时可能需要在电机和改变最大速度的第一个减速阶段之间增加一个滑轮组,这要么使螺杆速度增加甚至超过先前极限,要么降低最大速度。这样能增加可获得能量、减少电流值并避免电机故障,在这两种情况中,由于材料和其冷却需要的原因,输出可能会增加。


