






 编辑
编辑1概述
2基本结构
光切显微镜由基座、立柱、横臂、移动工作台、显微镜主体和测微目镜等组成。其外形结构如图6-11所示。
[2]
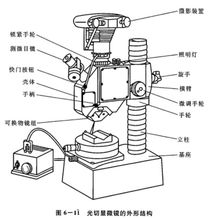 图6-11
图6-11
3工作原理和种类
光切显微镜以光切法工作原理测量表面粗糙度的轮廓峰高和谷深,其测量范围为1.0μm~80μm。
用光带剖切表面获得截面轮廓曲线的方法称为光切法。将一条细窄的光带(狭缝)以45°倾斜角投影到被测表面上,光带与表面相截的交线便反映出被测表面的微观不平度轮廓形状。这条光带影像,可以从对应于投影光带轴线的反射方向用显微镜观察。图6-12为光切显微镜工作原理示意图。
[2]
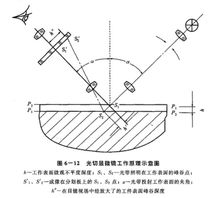 图6-12
图6-12
从光源发出的光线经聚光镜照亮狭缝,通过组合物镜把狭缝成像于被测表面上,形成一条细窄光带。投影狭缝像的显微镜光轴于被测表面法线成45°角,光带由表面反射进入观察镜管。表面轮廓的波峰在S点反射,波谷在S'点反射,通过与投影镜管相同的组合物镜,分别成像于观察显微镜的分划板的a点和a'点,测出这两点的距离N,便可求得峰谷高度h为
4功能及特点
光切显微镜是以光切法测量零件加工表面的微观不平度。对于表面划痕、刻线或某些缺陷的深度也可用来进行测量。光切显微镜特点:光切法特点是在不破坏表面的状况下进行的,是一种间接测量方法,即要经过计算后才能确定纹痕的不平度。
5光切法显微镜使用方法
(一)光切法显微镜可用测微目镜测出表面平面度平均高度值RZ,按国家标准,平面度平均高度值RZ与表面粗糙度级别的关系如表1所示。
表 1
平面度平均高度值RZ/μm
| 相当于原精度等级
|
50-100
| 3
|
25-50
| 4
|
12.5-25
| 5
|
6.3-12.5
| 6
|
6.3
| 7
|
3.2
| 8
|
1.6
| 9
|
在测量时,所测量的表面范围不少于五个波峰。
为使测量能正确迅速地进行,要求按表1内所列的数据选择物镜。
(二)被检工作物的安放和显微镜调焦
1.被检工件放在工作台上时,测量表面之加工纹路应与显微镜光轴平面平行,即与狭缝像垂直。并使测量表面平行于工作台平面(准确到1°);对于圆柱形或锥形工件可放在工作台上之V型块上。
2.选择适当的物镜插在滑板上,拆下物镜时应先按下手柄,插入所需的物镜后,放松手柄即可。
3.接通电源变压器和照明灯连线,调整粗调手轮和微调手轮调焦在测量平面上,使视场中出现最清晰的狭缝像和表面轮廓像。如果狭缝边缘像(下面边)与表面轮廓像不能同时调清晰时,可稍稍转动手轮。一般情况下,请不要转动它。
4.旋松测微目镜之固紧螺钉,转动测微目镜使其中十字线处于水平,并用螺钉把它固定在这个位置上,此时目镜内分划板运动方向与狭缝像成45°角度。在这以后,就可以进行表面轮廓平面度的测量工作。
注意:为了正确地对圆柱体进行测量工作,必须同时调整工作台和显微镜,使显微镜精确地调焦在圆柱顶端母线上。为此,需使工作台垂直于圆柱体轴线移动(平行于加工条纹移动),必要时,对显微镜需重新调焦。
(三)轮廓平面度的测量
为测量表面轮廓平面度,需使狭缝平行的分划水平线与狭缝清晰边缘(下面边)最高点相切。然后记上在目镜分划板与测微鼓上的读数,再使十字线的水平线与狭缝隙清晰边缘最低点相切,第二次记下分划板与鼓轮的读数。
(四)带辅助物镜的物镜放大倍数
为了确定物镜放大倍数V,在进行轮廓平面测量时需对仪器备有0.01mm的标准刻度尺进行测量。首先将标准刻度尺放在仪器的工作台上,调整标准刻度尺刻线清晰地成像在目镜视场中,并且使其刻线和狭缝像垂直,分划板十字线的运动方向与狭缝像平行。然后将分划板十字线交点对准标准刻尺的一端,按测微目镜的分划板与测微鼓进行第一次读数。把十字线交点移到标准刻度尺的另一端,再以同法进行第二次读数。此时,测微目镜的两次读数差与标准刻度尺选择段刻度数之比,就是显微镜物镜的放大倍数V。
(五)表面显微轮廓的摄像
为了能在光切法显微镜上对显微轮廓进行摄像,仪器上可安装数码摄像装置(需另购适配镜和数码相机)。摄像时,根据上述(二)的方法,在目镜中得出清晰的像后,转动手轮到摄像部位,然后参照数码相机的使用说明书进行操作、调焦,直至数码相机视屏中图像轮廓清晰,线条分明。


